FACT: A purging compound will help you purge better than no purging compound. Furthermore, there are some simple concepts and techniques that will ensure excellent results from your purging compound — better results than can be achieved by just following the manufacturer’s recommended procedures.
Unfortunately, bad purging habits and poor purging procedures are pervasive in the plastics industry — which is why we produced our Scientific Purging courses. In this post, we will discuss a few of the important topics introduced in Purging Techniques, the first program in our Intermediate Purging course.
Safety First: Acetal and PVC Don’t Mix
First off, there is absolutely no safe way to purge between Acetal and PVC. Unless you pull and clean the nozzle, hopper, hopper loader, grinder, blender, drier, end-cap, screw, screw tip, and check ring you risk a potentially deadly combination of PVC and POM. Every plant that processes these two materials must have procedures in place to prevent them from being used in the same machine, drier, grinder, or material blender.
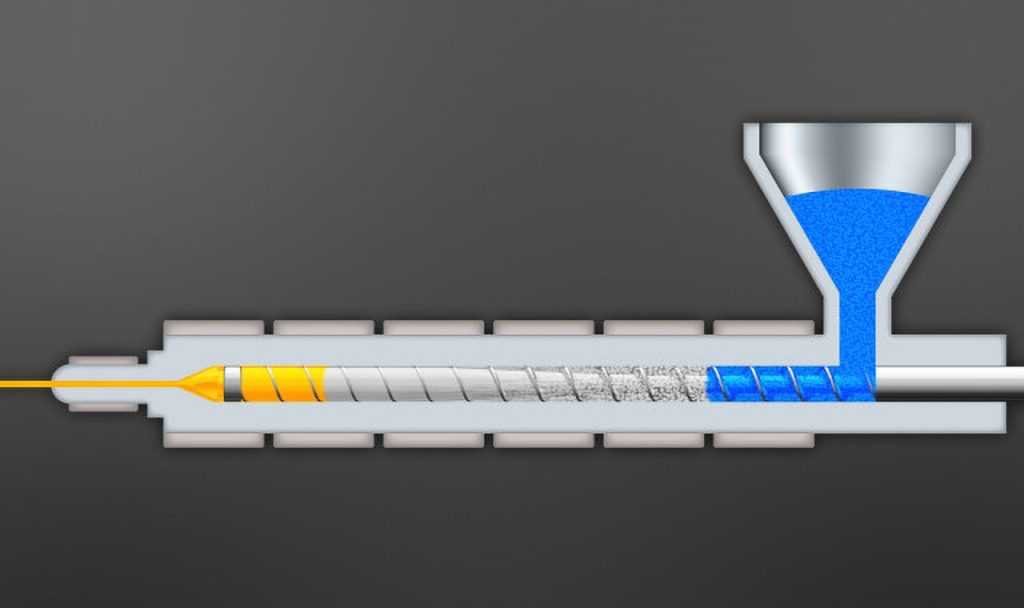
Barrel Capacity ≠ Max. Shot Size
It’s a common misconception that Barrel Capacity and Maximum Shot Size are equivalent. Note that the barrel capacity indicates the amount of material contained in the screw flights. This varies with screw design and is not provided to you by your machine manufacturer. In reality, barrel capacity is typically between 2x and 2.5x the maximum shot size.
With this in mind, a quantity of purging compound equal to one half of barrel capacity is roughly equivalent to the maximum shot size. If you need a barrel full of purging compound, you will need to use a quantity that is at least 2x the maximum shot shot size.
Barrel Capacity is not the maximum shot size, it is the amount of material contained in the flights of the screw. Although this number is not provided to you by your machine manufacturer, it is typically between 2 & 2.5 times your maximum shot size.
Small Shot Purging is Most Effective
Small Shot Purging involves using 10% to 20% of your machine’s maximum shot size in each purge shot. This technique is preferred over using fewer large shots, as it keeps material moving in the feed zone, cycles the check ring more times, and increases agitation within the screw flights.
Take It Easy with Back Pressure
Minimum back pressure should be used when purging. In fact, it is usually best use no back pressure at all. Remember that the purpose of purging is positive conveyance. Back pressure creates back flow in the screw channels, which is counterproductive to purging.
Back pressure can be used to purge-out a hot runner system (like an extruder). But this is only done after the barrel itself has been thoroughly purged.
Wet Purging is Best: Always Keep Material in the Barrel
You should never empty the barrel: Always keep the barrel full of material. This is called ‘wet purging’ — and it is far more effective than ‘dry purging’.
Even when “empty”, there is material still stuck to the screw and barrel. This material will burn and degrade, risking contamination when it eventually breaks off and finds its way into the plastic melt.
Keep the barrel full of material maintain positive conveyance during purging. This eliminates the risk of ‘baking‘ the material. To ensure a full barrel, use a telescoping mirror over the feedthroat so you can stop purging when the screw flights become visible.
Take Care When Processing Unstable Materials
When processing unstable materials, it is necessary to replace them with heat stable materials such as a polyolefin or a purging compound any time the machine is stopped or shut down. Keeping in mind what we mentioned above, you will need at least 2x the maximum shot size to fill the barrel with heat stable material.
Be sure to check out Routsis’s Intermediate and Advanced Purging courses for Scientific Molders. These courses teach injection molders about proper material purging concepts, procedures, materials, methods, and cost analysis.
0 Comments Leave a comment