Routsis Training’s popular Scientific Molding Pocket Guide is now available in Spanish.
“It’s really amazing how popular our Pocket Guide has become,” says Daniel Stephens, Vice-President of Routsis Training. “Our customers can’t seem to get enough of these,” Mr. Stephens continued — adding that over 50,000 copies of the English-language version have been printed to-date. “We were constantly being asked if we can provide this same information for Spanish-speaking employees, and we’re really excited to be able to deliver these to our clients.”
This translation was developed in collaboration with Blackberry Cross, who represents Routsis Training in Mexico, Central America, and South America. Extra care was taken to ensure this Spanish translation includes accurate, real-world terminology used in both Latin American and U.S.-based processing facilities, according to Mr. Stephens. Blackberry Cross is located in Costa Rica.
This convenient injection molding reference guide includes the following chapters:
- Understanding Plastics
- Plastic Materials Overview
- Properties, Additives & Preparation
- Establishing a Scientific Molding Process
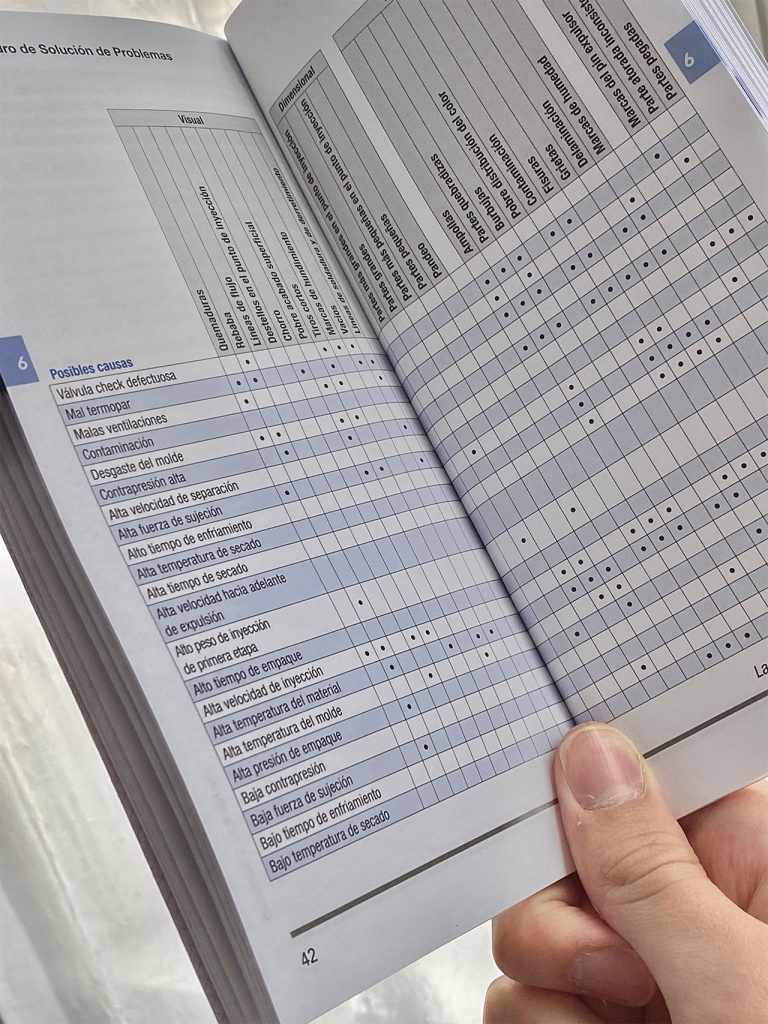
- Seven Steps to Scientific Troubleshooting
- Scientific Troubleshooting of Molding Defects
- Basic Mold & Part Design Guidelines
- Common Units and Conversions
The guides are available in both English and Spanish on Routsis Training’s online store — either in 8-packs or boxes of 50. Your purchase includes free ground shipping within the contiguous United States. Options for quantity and language can be selected prior to purchase.
The English-language version guide is also available as a free app for iOS™ and Android™ devices. Routsis Training plans to create a Spanish version of this mobile application in the near future, according to Mr. Stephens.